壓鑄模結構設計完成后,還有更重要更復雜的制造、裝配、試模和生產應用過程。恩創(chuàng)科技鋁合金壓鑄為了順利進行模具的加工制造、試模和正常使用,必須在壓鑄模的裝配圖、零件圖上注明對制造、裝配、使用等過程的技術要求。
一、壓鑄模裝配圖應注明的技術要求
裝配圖應注明以下幾方面的技術要求:
1.模具的最大外形尺寸(長x寬x高)。為便于復核模具在工作時,其滑動構件與機器構件是否有干擾,液壓抽芯缸的尺寸、位置及行程,滑塊抽芯機構的尺寸、位置及滑塊到終點的位置均應畫簡圖示意。
2.選用壓鑄機型號。
3.壓鑄件選用的合金材料。
4.選用壓室的內徑、比壓或噴嘴直徑。
5.最小開模行程(如開模最大行程有限制時,也應注明)。(6)推出行程。
6.標明冷卻系統(tǒng),液壓系統(tǒng)進出口。(8)澆注系統(tǒng)及主要尺寸。
7.特殊運動機構的動作行程。
二、壓鑄模外形和安裝部位的技術要求
三、壓鑄模總體裝配精度的技術要求
壓鑄模的總體裝配精度應保證達到下述幾方面的技術要求:
表中模具分型面對動、定模座板安裝平面的平行度規(guī)定 (單位:mm)

2.導柱、導套對動、定模座板安裝平面的垂直度按下表的規(guī)定選擇。
表中導柱、導套對定、動模座板安裝平面的垂直的規(guī)定 (單位:mm)

3.分型面上,定模、動模鑲件平面應分別與定模套板、動模套板齊平或允許略高,但高出量在0.05~0.10mm范圍內。
4.推桿、復位桿應分別與分型面齊平,推桿允許凸出型面,但不大于0.1mm,復位桿允許低于型面,但不大于0.05mm。推桿在推桿固定桿中應能靈活轉動,但軸向間隙大于0.10mm。
5.模具所有活動部位,應保證位置準確,動作可靠,不得有歪斜和呆滯現象;相固定的零件之間不允許竄動。
6.滑塊在開模后內定位準確可靠。抽芯動作結束時,所抽出的型芯端面,與鑄件上對應型位或孔的端面距離不應小于2mm。滑動機構應導滑靈活,運動平穩(wěn),配合間適當。合模后滑塊與楔緊塊應壓緊,接觸面積不小于1/2,并且具有一定的預應力
7.澆道表面粗糙度Ra不大于0.4pm,轉接處應光滑連接,鑲拼處應密合,脫模斜度不小于5°。
8.合模時,型面應緊密貼合,如局部有間隙,則間隙尺寸應不大于0.05mm(排氣槽除外)。
9.冷卻水道和溫控油道應暢通,不應有滲漏現象,進、出口處應有明顯標記
10.所有成形表面的表面粗糙度Ra均不大于0.4um,所有表面都不允許有擊傷、擦傷或微裂紋。
四、壓鑄模結構零件的尺寸公差與配合
恩創(chuàng)鋁合金壓鑄模是在高溫下進行工作的,因此在選擇壓鑄模零件配合公差時,不僅要求在室溫下達到一定的裝配精度,而且要求在工作溫度下保證各部分結構尺寸穩(wěn)定、動作可靠。其是與金屬熔體直接接觸的零件部位,在填充過程中受到高壓、高速和熱交變應力,與其他零件配合間隙容易發(fā)生變化,影響壓鑄的正常進行。
配合間隙的變化除了與溫度有關外,還與模具零件的材料、形狀、體積、工作部位受熱程度及加工裝配后實際的配合性質有關。因此,壓鑄模零件工作時的配合狀態(tài)十分復雜。通常應使配合間隙滿足以下兩點要求:
①對于裝配后固定的零件,在金屬熔體沖擊下,不產生位置偏差。受熱膨脹后變形不能使配合過緊,從而使模具鑲塊和套板局部嚴重過載,導致模具開裂。
②對于工作時活動的零件,受熱后,應維持間隙配合的配合性質,保證動作正常,而在填充過程中,金屬熔體不致竄人配合間隙。
根據國家標準(GB/T1800、1801、1803、1804),結合國內外壓鑄模制造和使用的實際情況,現將壓鑄模各主要零件的公差與配合精度推薦如下:
1.成形尺寸的公差:一般公差等級規(guī)定為IT9級,孔用H,軸用 h,長度用 GB/T1800-F。個別特殊尺寸必要時可取IT6~IT8級。
2.成形零件配合部位的公差與配合:
①與金屬熔體接觸受熱較大零件的固定部分,主要包括套板和鑲塊、鑲塊和型芯、套板和澆口套、鑲塊和分流錐等。
整體式配合類型和精度為H7/h6或H8/h7
鑲拼式的孔取H8,軸中尺寸最大的一件取h7,軸中其余備件取js7、并使裝配累計公差為h7。
②活動零件(包括推桿、推管、成形推板、滑塊、滑塊槽等)活動部分的配合類型和精度,孔取 H7,軸取 e7、e8 或 d8。
③鑲塊、鑲件和固定型芯的高度尺寸公差取 F8。④ 基面尺寸的公差取 js8。
3.模板尺寸的公差與配合:基面尺寸的公差取js8;型芯為圓柱或對稱形狀,從基面到模板上固定型芯的孔的中心線尺寸公差取js8;型芯為非圓柱或非對稱時,從基面到板上固定型芯的邊緣尺寸公差取js8;組合式套板的厚度尺寸公差取h10;整體式套板的
塊孔的深度尺寸公差取h10。
4.滑動槽的尺寸公差:
①滑塊槽到基面的尺寸公差取f7。
②對組合式套板,從滑塊槽到套板底面的尺寸公差取js8。③對整體式套板,從滑塊槽到鑲塊孔底面的尺寸公差取js8。
5.導柱導套的公差與配合:對于導柱導套固定處,孔取H7,軸取m6、r6或k6;對于導柱導套間隙配合處,孔取H7,軸取k6或f7;若孔取H8,則軸取e7
6.導柱導套和基面之間的尺寸:從基面到導柱導套中心線的尺寸公差取js7;導柱導
套中心線之間距離的尺寸公差取js7,或者配合加工。
7.推板導柱和推桿固定板與推板之間的公差與配合:孔取H8,軸取f8或f9
8.型芯臺、推桿臺與相應尺寸的公差:孔臺深取+0.05~+0.10mm,軸臺高取-0.03
-0.05mm。
9.種件標注差尺寸的公差等級均為IT14級,孔用H,軸用h,長度(高度)及距離尺寸按js14級精度選取。
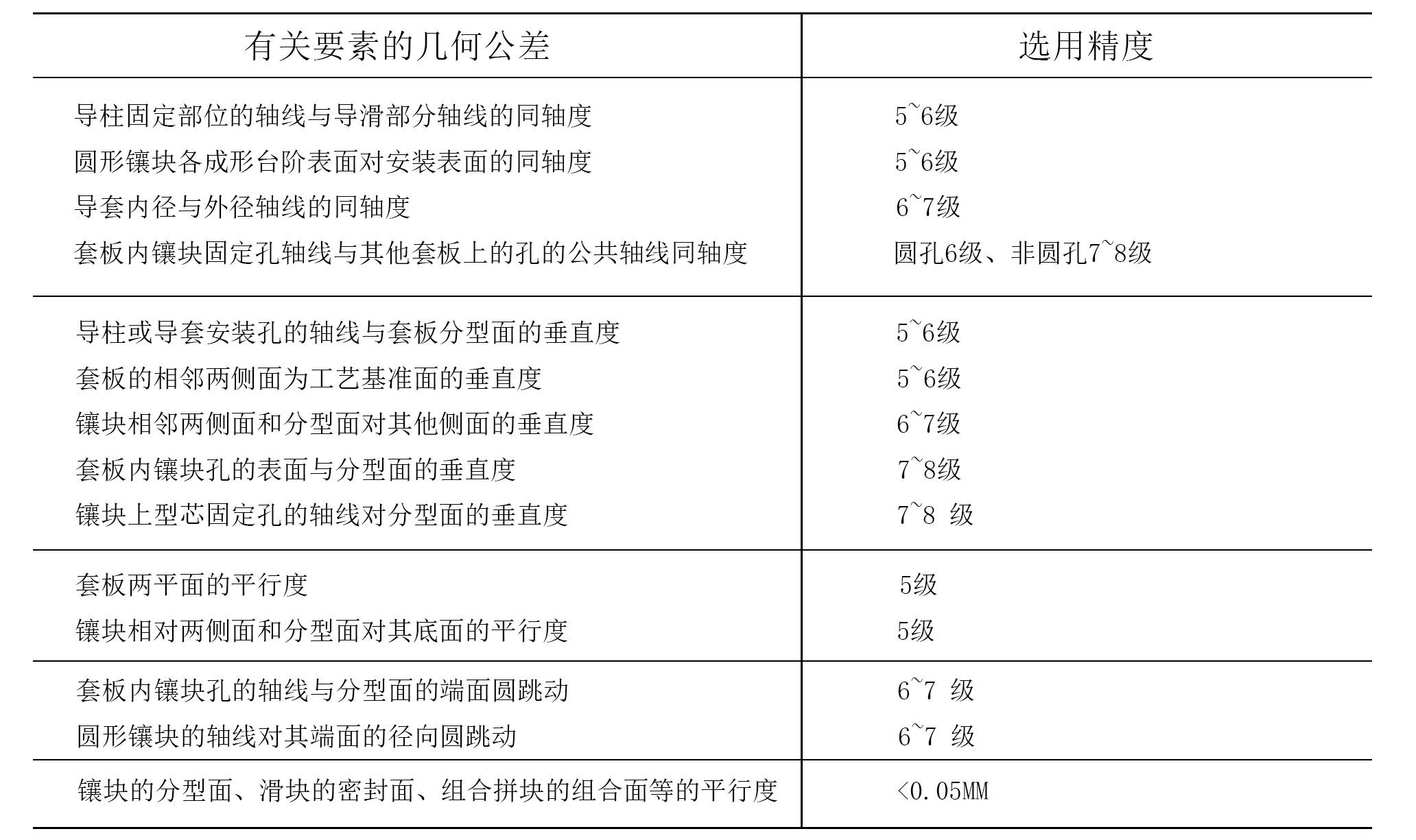
五、恩創(chuàng)壓鑄模結構零件的幾何公差和表面粗糙度要求
幾何公差是零件表面形狀和位置的偏差。成形零件的成形部位和其他所有結構件的基準部件幾何公差的偏差范圍,一般均要求在尺寸的公差范圍內,在圖樣上不再另加標注壓鑄模零件其他表面的幾何公差按下表選取,在圖樣上標注。
表中壓鑄模零件的幾何公差選用精度等級
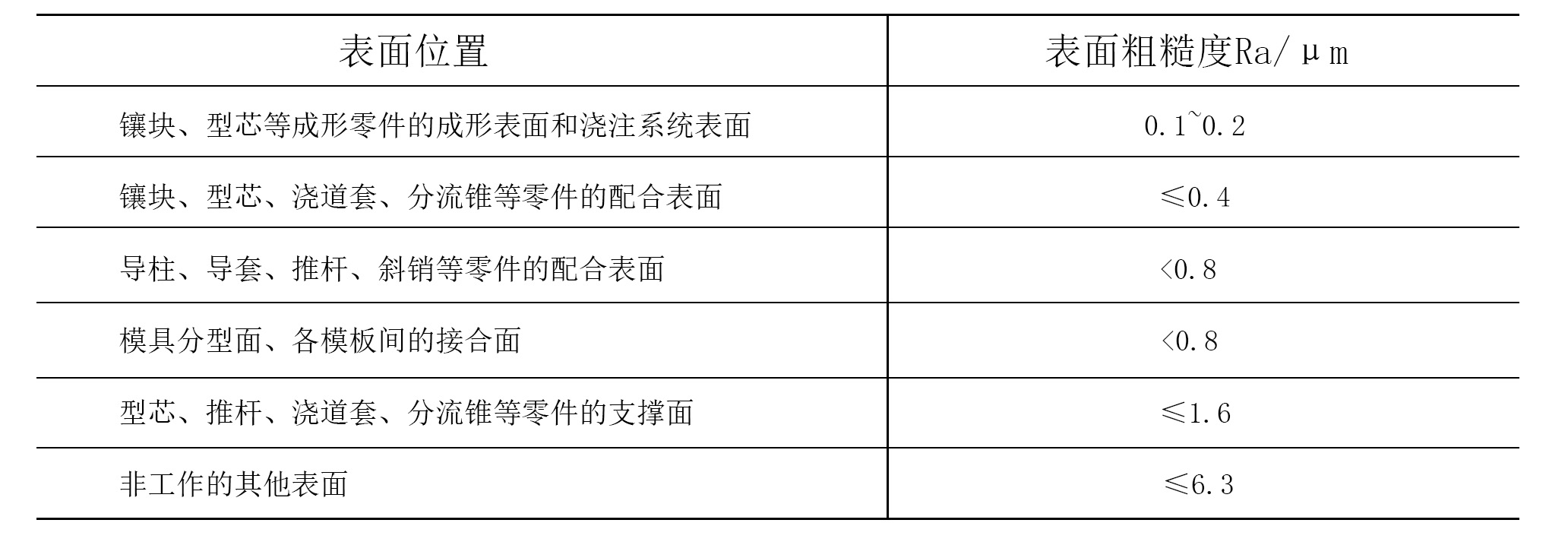
壓鑄模零件的表面粗糙度,既影響壓鑄件的表面質量,又影響模具的使用、磨損和命,應按零件的工作需要選取,適宜的表面粗糙度見下表。
表中恩創(chuàng)壓鑄模的表面粗糙度
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯系電話
聯系電話
東莞市恩創(chuàng)精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術支持:米可網絡 / 百度統(tǒng)計
 恩創(chuàng)微信公眾號
恩創(chuàng)微信公眾號 恩創(chuàng)抖音
恩創(chuàng)抖音






 全國服務熱線
全國服務熱線